
L’estrazione con CO2 supercritica come solvente è un’importante tecnica di separazione impiegata nel settore alimentare, nutraceutico, cosmeceutico e farmaceutico attraverso cui vengono isolati determinati principi attivi sottoponendo la materia da estrarre ad alta pressione in presenza di un gas, CO2 , allo stato supercritico.
L’estrazione con fluidi supercritici è dunque una Green Technology che garantisce sostenibilità ambientale al processo e un alto grado di qualità e purezza del prodotto estratto. È una tecnologia pulita, selettiva, non necessita di alte temperature e rappresenta un’alternativa alla comune estrazione con solventi organici, altamente tossici per l’ambiente e l’uomo.
L’anidride carbonica è utilizzata largamente nell’industria chimica per la sua non tossicità, rinnovabilità e stabilità, ricevendo notevoli attenzioni e investimenti per il suo potenziale come solvente per estrazioni allo stato supercritico (SC-CO2). L’anidride carbonica supercritica è un solvente alternativo per l’estrazione lipidica ed è impiegata per l’isolamento dei grassi ed oli di pesce, colture vegetali oleaginose, per l’estrazione di componenti nutraceutici e bioattivi da piante o scarti vegetali oppure per eliminare determinate sostanze come nel caso della caffeina dal caffè, processo in cui la caffeina estratta viene successivamente impiegata nelle bibite come la coca cola. Grazie alla sua diffusività nella biomassa vicina a quella di un gas, la CO2 supercritica funziona molto bene anche nel caso di composti a polarità differente rispetto agli oli come nel caso di estrazione di polifenoli e antociani: in questi casi (es. polifenoli, caffeina, antociani) la CO2 allo stato supercritico funziona da carrier riuscendo a solubilizzare il composto grazie all’azione combinata della CO2 allo stato supercritico con un modificatore di polarità accettabilissimo come acqua e/o etanolo.
La versatilità del complesso fito-chimico presente nel mondo vegetale permette lo sviluppo di innumerevoli prodotti alimentari, cosmetici, farmaceutici, alimenti funzionali e nutraceutici. La SC-CO2 grazie alla versatilità conferitale dall’azione combinata di pressione e temperatura che modifica con la densità anche il grado di solubilità del fluido supercritico nel composto d’interesse, permette di estrarre composti sensibili al calore e all’ossidazione come gli acidi grassi polinsaturi (ω3, ω6), vitamine, cannabinoidi, flavonoidi, steroli, tocoferoli e altri composti dall’alto valore aggiunto con la sicurezza di non danneggiarli. Il risultato estrattivo è costituito da estratti dall’estrema purezza e dalle caratteristiche organolettiche molto raffinate.
A differenza dei procedimenti convenzionali, l’estrazione è selettiva verso i composti bioattivi ed evita prodotti finali impuri e successive fasi di recupero del solvente. L’anidride carbonica non è infiammabile ed è poco costosa, viene riciclata e il suo impiego su vasta scala stimolerebbe la cattura della CO2 atmosferica contribuendo a bilanciare le emissioni di gas serra.
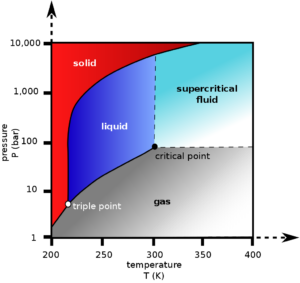
La CO2 in fase supercritica è selettiva verso i composti apolari o debolmente polari, ideale per l’estrazione di molecole di origine biologica come quelle presenti nei fiori o nei semi dei vegetali. La CO2 assume il ruolo di solvente quando passa dallo stato gassoso a bassa densità ad uno stato detto ‘supercritico’ con densità più elevata: questa condizione viene raggiunta alla temperatura di 31,1°C e alla pressione di 73,8 bar perdendo la sua identità gassosa e assumendo proprietà caratteristiche dei fluidi, come densità e capacità estrattive. Dopo l’estrazione viene abbassata la pressione e la CO2 torna allo stato gassoso perdendo così la sua forza solvente e rilasciando le sostanze solute, ora disponibili allo stato puro e in forma concentrata. La capacità di controllare rigorosamente pressione e temperatura del processo permette di gestire la densità della CO2 e quindi la capacità estrattiva, potendo selezionare determinati composti rispetto ad altri.
Dall’utilizzo delle tecnologie di estrazione supercritiche vengono ottenuti prodotti dall’altissima purezza che garantiscono alti standard di qualità necessari nel settore farmaceutico, nutraceutico e alimentare oltre a garantire sostenibilità ambientale all’intero percorso produttivo, dalla pianta all’estratto.
———————————————————————————————-
Note
Per SCF (supercriticalfluid) si intende un fluido a basso peso molecolare avente una temperatura critica prossima a quella ambiente (TC ~ 10 ÷ 40 °C) ed una pressione critica non troppo elevata (PC ~ 40 ÷ 60 bar). Gli idrocarburi leggeri hanno queste proprietà fisiche, ma presentano il problema dell’infiammabilità e della tossicità. Certi clorofluorocarburi si prestano allo scopo, ma sono relativamente costosi se ottenuti ad elevato grado di purezza e sono tossici per quanto riguarda l’accettabilità ambientale.
L’anidride carbonica, pur avendo una pressione critica leggermente maggiore (PC = 72.1 bar), offre altre vantaggiose proprietà che ne fanno il fluido più impiegato nella applicazioni SC:
· Non infiammabilità;
· Accettabilità ambientale;
· Non tossicità;
· Basso costo anche ad elevate purezze.
La possibilità di modulare la densità dei SCFs grazie a modeste variazioni di temperatura e pressione, specialmente nell’intorno del punto critico (PC), rappresenta il fattore caratterizzante di questi fluidi. In questo modo si introduce, come variabile aggiuntiva nel controllo di un processo di separazione e/o estrazione, la pressione
CO2 supercritica
Dall’interno dello stato supercritico le combinazioni possibili di pressione e temperatura variano le proprietà solubilizzanti del biossido di carbonio.
Cenni storici:
Nel 1822 il Barone Charles Cagniard de la Tour scoprì il punto critico di una sostanza nei suoi esperimenti con i cannoni. Ascoltando le discontinuità nel rumore di una sfera di selce in un cannone sigillato contenente fluidi a varie temperature osservò la temperatura critica. Al di sopra di questa temperatura le densità delle fasi liquida e gassosa diventano uguali e le fasi stesse divengono indistinguibili, da ciò risulta una singola fase fluida supercritica. Le fasi di un elemento o composto possono essere studiate su appositi diagrammi di fase come quello qui sopra.
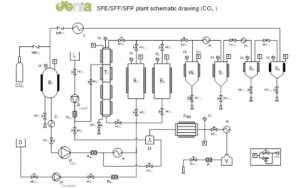
Figura 1:Configurazione dell’impianto R&D.
Legenda: serbatoio di accumulo (B1); colonna (T1); estrattore (Ex); serbatoio del liquido (L); gruppo di sicurezza (k); pompa CO2 (PCO2); pompa co-solvente (Pcosolvent); pompa del liquido (Pliquid); condensatore (C1); Cooler (C2); separatore (Sx); scambiatore di calore (Hx) ;valvole (HVx); valvole a membrana (MVx); valvole di non ritorno (NVRx); misuratore della portata del flusso Coriolis(FLx); misuratore portata gas (Fx);serbatoio del cosolvente (D); Reattore di pastorizzazione (Pas); Mixer (M).
In definitiva un fluido allo stato supercritico è caratterizzato da proprietà chimico fisiche intermedie fra quelle di un liquido e quelle di un gas. In particolare il fluido ha proprietà solventi simili a quelle di un liquido e proprietà di trasporto comuni a quelle di un gas.
Allo stato attuale è di nostra convinzione che l’impiego dei fluidi supercritici abbia delle interessanti prospettive industriali nei casi in cui:
- si intenda operare economie di scala per ridurre i costi industriali unitari del prodotto finale, (situazione caratteristica per diversi oli alimentari);
- vi sia un elevato valore aggiunto dei composti da trattare;
- ci si trovi in presenza di sostanze termolabili che subiscono alterazioni con i processi di estrazione tradizionali, con conseguente perdita di attività nel prodotto
- si voglia ottenere elevate rese nell’estrazione,
- si intenda effettuare più estrazioni di diverse classi di composti dalla stessa matrice
L’impiego dei fluidi supercritici (SCFs) come solventi nelle tecniche di separazione risale agli ultimi due decenni ed ha trovato ampia applicazione nelle operazioni di estrazione (SFE-Supercritical Fluid Extraction).
Il limite rappresentato dagli alti costi di impianto ne ha sempre condizionato l’utilizzo in campo commerciale e solo ultimamente l’aumento delle materie prime, della manodopera, delle risorse energetiche ha reso possibile il loro sfruttamento.
Dopo le prime applicazioni di carattere industriale dei fluidi supercritici (decaffeinizzazione, purificazione,…) e due decenni di ricerca ed applicazioni in campo alimentare, l’impiego dei SCF trova oggi applicazione anche nell’industria farmaceutica.
L’impiego dei SCF a processi di carattere industriale rimane comunque strettamente legato a problematiche di purificazione, estrazione, frazionamento, solubilizzazione e di supporto ad altre tecnologie.
Le proprietà fondamentali dell’estrazione con fluidi supercritici possono essere riassunte come descritto di seguito :
- potere solvente e selettività del fluido impiegato;
- il fluido impiegato è un gas non infiammabile avente una totale accettabilità ambientale;
- le temperature operative ne fanno una tecnologia “fredda”;
- è possibile modulare la pressione oltre che la temperatura per ottimizzare sia il processo di estrazione sia quello di separazione.
Inoltre con riferimento alla produzione di aromi, essenze ed oli, una rapida analisi consente di asserire che, rispetto ai sistemi produttivi classici, la SFE elimina completamente le problematiche connesse all’utilizzo di solventi organici e all’estrazione in corrente di vapore.
Nel primo caso, una quota di solvente rimane solubilizzata nel prodotto finito; nel secondo, le alte temperature e la reattività dell’acqua sono tali da generare delle modifiche nella composizione del prodotto, sia in forma quantitativa sia qualitativa.
Gli impianti impiegati per la conduzione del processo di estrazione con fluidi supercritici si compongono di apparecchiature (pompe volumetriche), autoclavi (estrattori, separatori, serbatoi di accumulo), raccordi e tubazioni in grado di lavorare a alte pressioni (sino a 600 bar) e temperature (-10 + 90°C).
Le unità principali di un impianto tipo, riportate nello schema di processo di Figura 1, sono così evidenziate:
- serbatoio di accumulo, opportunamente refrigerato, per il recupero del solvente liquido (B1);
- pompe volumetriche per portare alla pressione desiderata la CO2, il co-solvente o la carica liquida (PCO2, Pcosolvent;Pliquid);
- autoclave di estrazione (E1 25 L, E2 6 L) dove avviene il processo fisico di estrazione;
- autoclavi di separazione (S1, S2, S3) utilizzati per il frazionamento dell’estratto;
- colonna di frazionamento (T1) per la separazione di cariche liquide con ricircolo;
- scambiatori di calore (Hx); condensatore (C1) e cooler (C2)
- servizi termici, sia caldo (bollitore) sia freddo (gruppo frigorifero)
- misuratori di portata massici ad effetto Coriolis (FLx)
L’intero processo di estrazione mediante anidride carbonica supercritica può essere riassunto come segue:
l’anidride carbonica liquida contenuta nella riserva B1 (figura 1) viene pressurizzata dalla pompa PCO2, evaporata dallo scambiatore H1 e inviata al reattore di estrazione Ex, dove è contenuta la materia prima da estrarre e dove avviene l’estrazione vera e propria.
Il solvente più o meno saturo di estratto viene fatto laminare attraverso la valvola di laminazione MV1, attraverso cui l’anidride carbonica perde il proprio potere solvente con conseguente precipitazione del soluto nel vaso di separazione S1.
Un secondo ed un terzo stadio di separazione di tipo ciclonico S2 e S3 permette di raccogliere le frazioni più leggere dell’estratto non precipitate in S1. Il solvente in uscita da S3 viene riciclato in B1. Scegliendo opportunamente le condizioni di T, P e Q è possibile solubilizzare in modo molto selettivo le molecole contenute nella materia prima caricata in Ex.
La densità della CO2 supercritica alla temperatura di 40° C varia da 480Kg/m3 a 90 bar, a 700 kg/m3 a 120 bar, a 840 kg/m3 a 240 bar, a 930 kg/m3 a 350 bar fino a 1.020 kg/m3 a 600 bar.